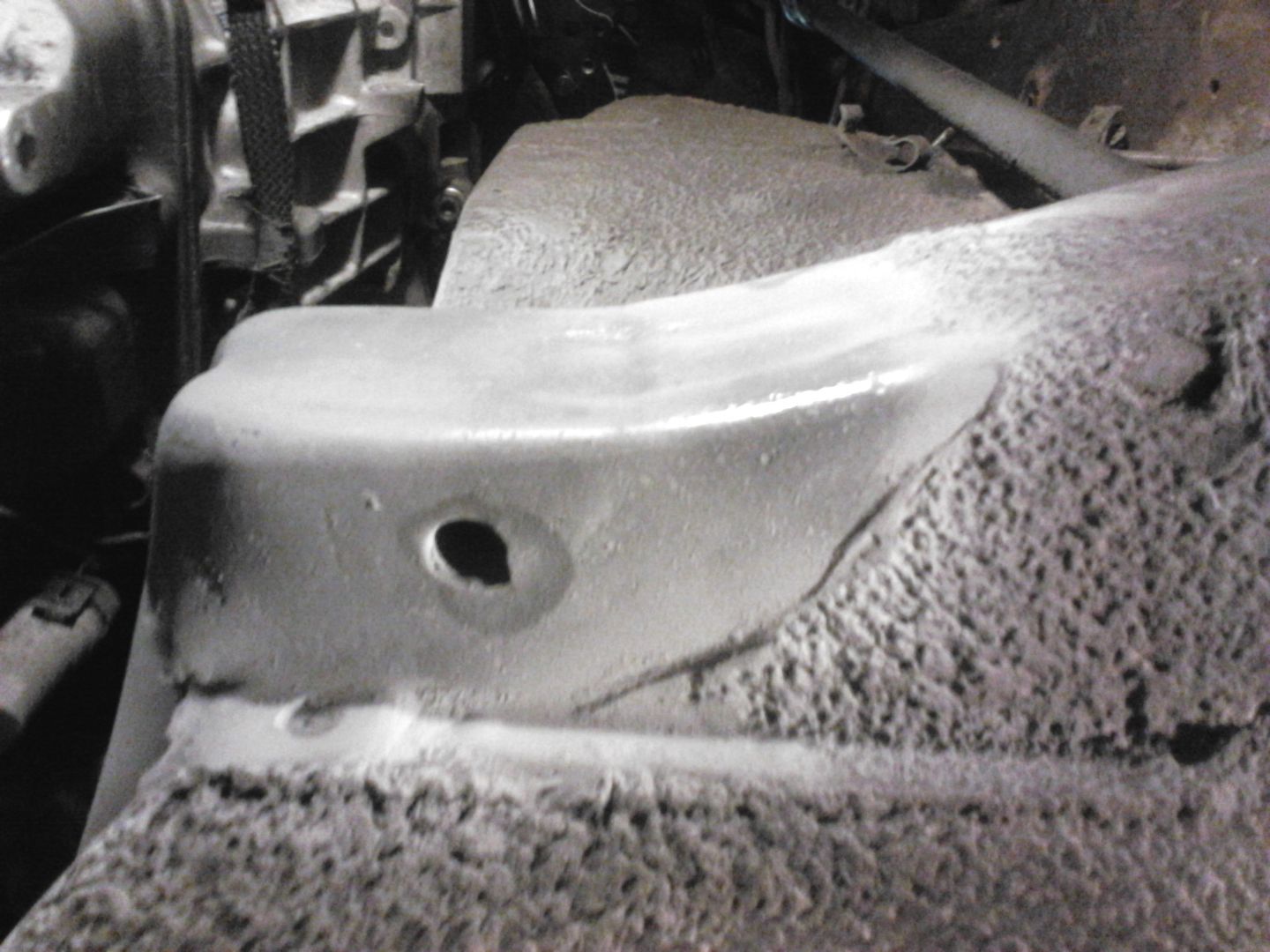
Ok so here we go the first pic is what the frame horns look like with the New peice welded back in and coated with a weld thru primer.

For those who were curious about the engine mount posting earlier...this pick is of the differance in engine mount thickness, the smaller ( and in this case proper) mount is 1.375 thick.

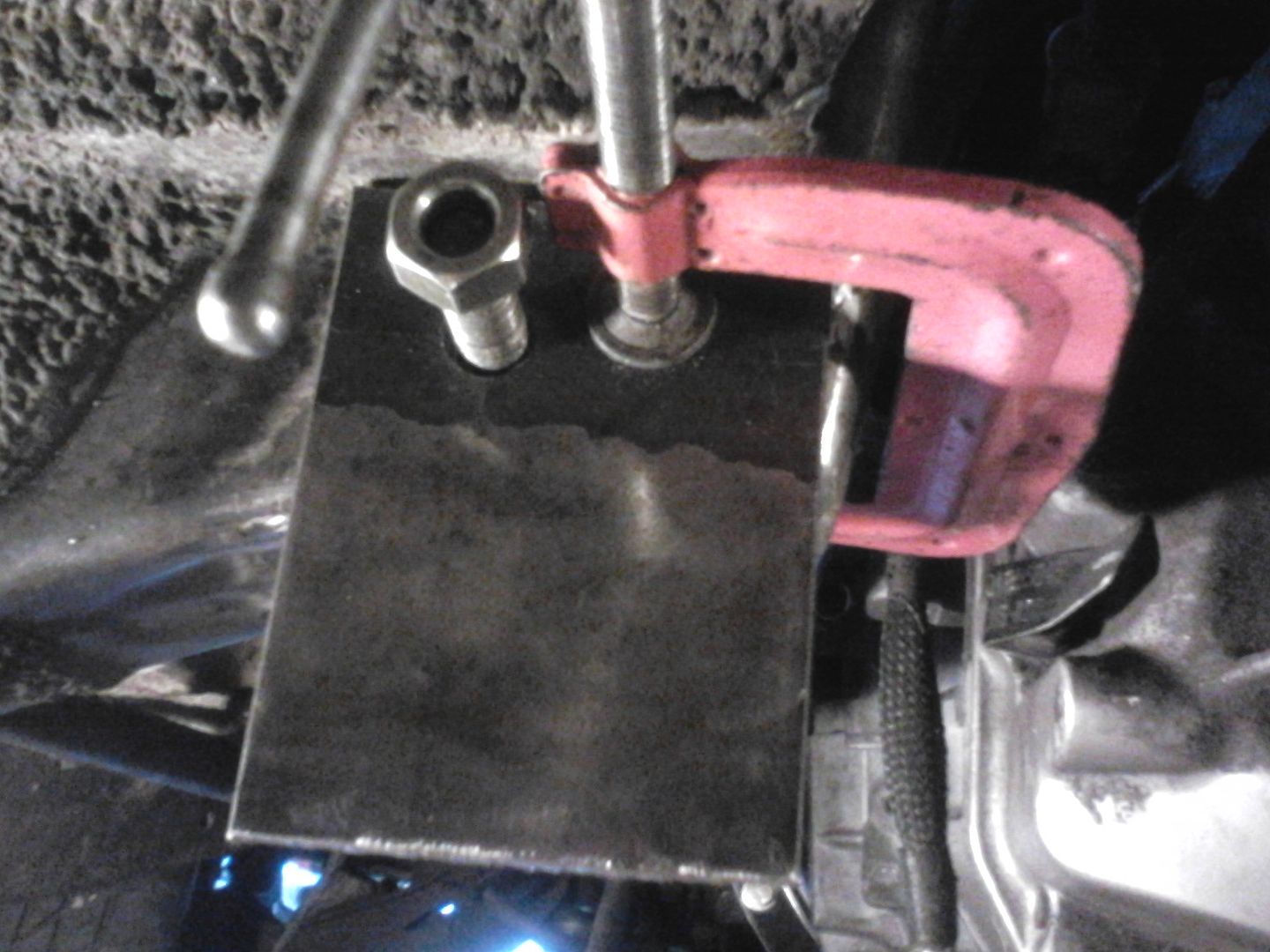
In this photo you can see the start of the trans mounting build. The material is 3/16 1020 plate which is 2x as thick as the factory steel used here. You will also notice that I am only utilizing 1 bolt per side, the factory uses 4 5/16 shank grade 5 bolts I am using 2 12mm shank grade 10.9 bolts. This set up should be as strong in shear strength as the factory if not better!

I then bent a piece of 1 3/4 .120 wall 1020 DOM tubing. This actually caused my hydraulic ram on the tubing bender to have a blow out after the first bend was made!


I proptley contacted eastwoods warrenty dep. and got an even heavier duty replacement in about a week for free. (great company love 'em)
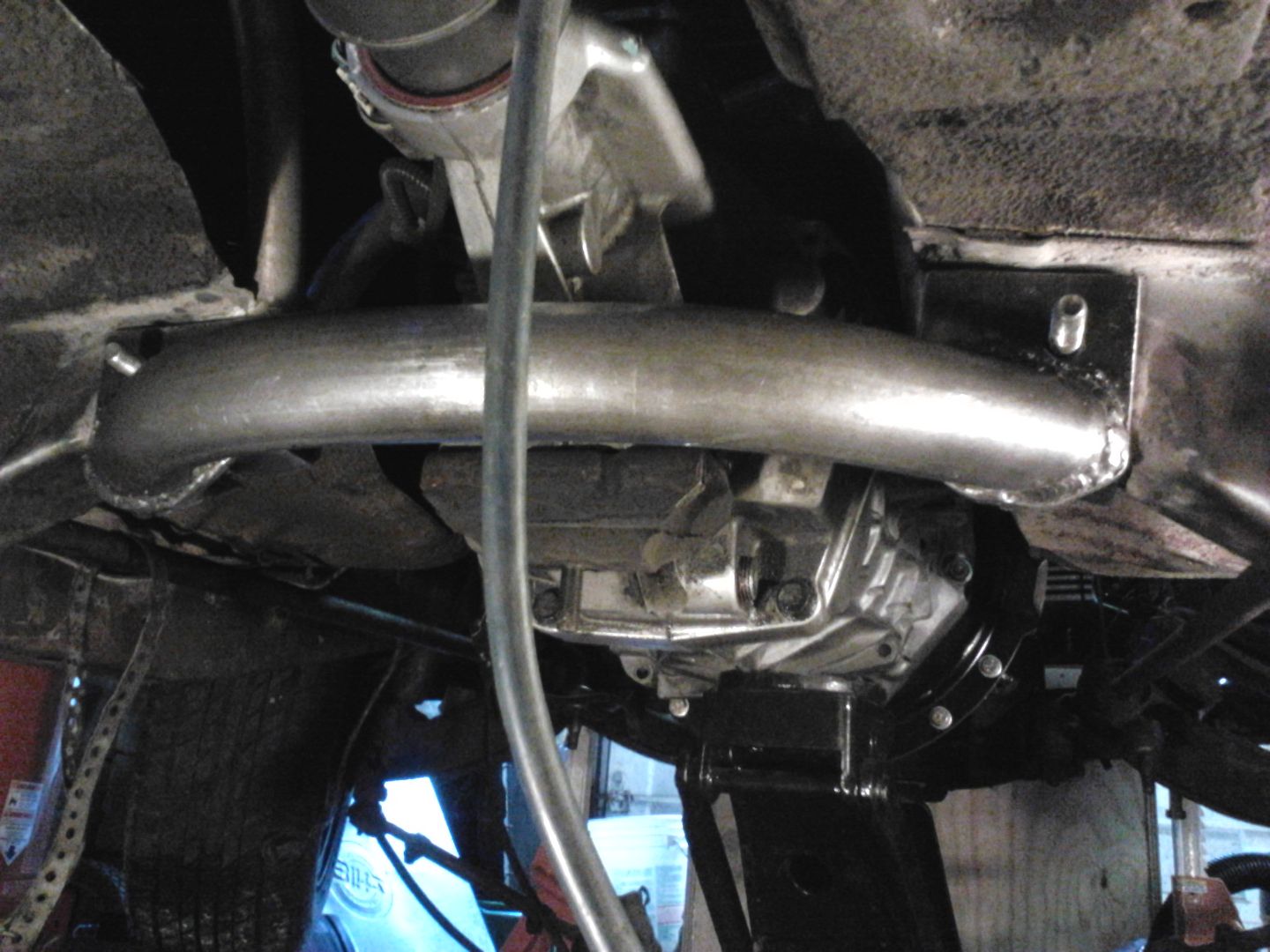
The tubing peice was simply just 2 45 degree bends seperated by a 5 inch flat, then I marked the tubing ends with some masking tape and pie cut them, giving it and overall width of 16 inches. I mocked it up under the car to double check clearances. To weld it in I used 2 scissor jacks and an angle finder to ensure it was level side to side and at the proper hieght.

here is an after welding pic
I then made matching caps to go on the opposite side of the frame, and bottom caps, all out of 3/16 plate and welded it. I finished it all up by gusseting it with another piece of 3/16th plate.

I then started to make the section that would bolt to the trans, the stock viper mount oddly enough is thicker on the passenger side to compensate for torque ( I assume).
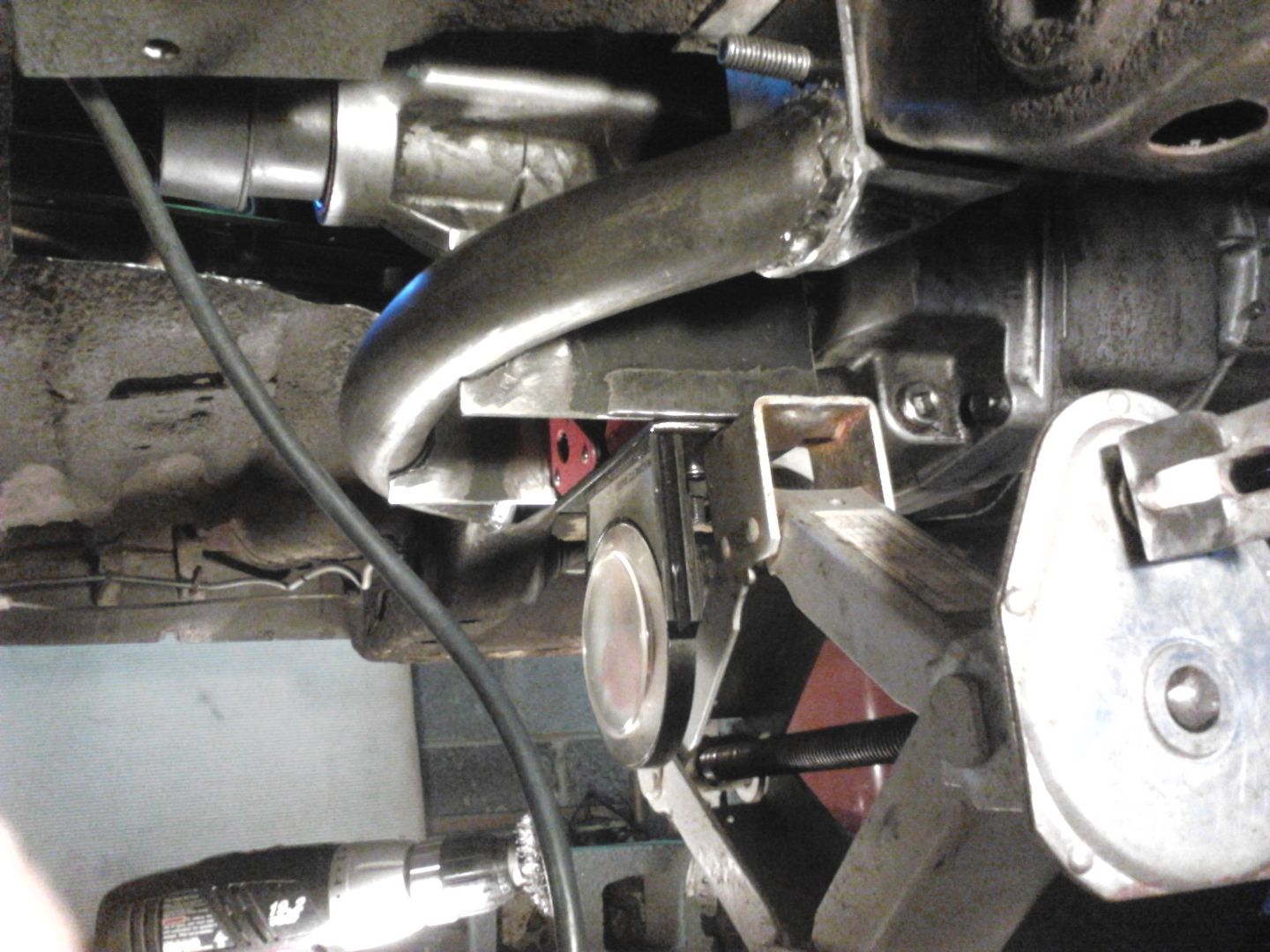
So out with the trusty scissor jack and angle finder to preload the bushing for it to sit right. The peice is 5 1/4 x 3 x 3/16 plate steel. The pieces that connect it to the tube are 6 1/4 x 3 x 3/16 plate steel. To make 2 of them more simply I cut a 12 1/2 x 3 piece and used a 1 3/4 inch hole saw on the center line before cuting it in half. I then mocked it up on the car, I knocked off the corners for clearance, using some small welding magnets to help hold and align the pieces as I tack welded it on the car. I removed it and finish welded the piece on my bench. I then metal finished the piece and painted it.



More to come keep your eyes peeled.



